

获取报价
滚塑中如何根据不同树脂类型调整转速?
旋转成型 是一种通过加热和沿两个轴旋转模具来制造空心塑料产品的制造工艺。调节旋转速度至关重要,因为不同类型的树脂在不同速度下的表现不同。正确的速度可确保壁厚一致、表面光滑和产品强度最佳。速度控制直接影响模塑产品的质量和一致性,因此对于实现最佳效果至关重要。在这篇博客中,我们将探讨 如何调整滚塑中不同树脂类型的转速.
了解滚塑中的旋转速度
在旋转成型中,旋转速度是指模具沿两个垂直轴旋转的速率。模具旋转的速度对于确保树脂均匀分布在整个模具中至关重要,对最终产品质量有重大影响。
双轴旋转
- 均匀加热和冷却: 模具绕两个轴旋转,有助于均匀分布树脂。
- 速度更快: 可以加速加热但可能会导致树脂分布不均匀。
- 速度较慢: 可以更好地控制熔化但可能会延长冷却时间。
受转速影响的关键因素
- 壁厚: 速度越快,壁就越薄,而速度越慢,壁就越厚。
- 均匀性: 保持一致的速度有助于确保壁厚均匀且结构更坚固。
- 表面处理: 适当的速度调节可使表面更光滑,最大限度地减少气泡或粗糙纹理等缺陷。
树脂类型如何影响成型时的转速?
旋转成型中使用的不同树脂材料具有不同的特性,这些特性会影响它们在不同转速下的行为。通过根据树脂类型调整速度,制造商可以优化产品特性,例如强度、柔韧性和表面光洁度。
1. 聚乙烯 (PE)
- 速度行为: 聚乙烯因其易熔性和低粘度而被广泛用于旋转成型。这使树脂在加热时能够顺利流动。
- 理想的速度调整: 对于 PE,中等转速效果最好。较快的速度可能会导致树脂分布不均匀,而较慢的速度则有助于确保均匀的层。
- 对产品的影响: 如果速度调整正确,PE 可以生产出坚固、轻便且表面光滑的产品。速度过高会导致壁厚变薄,从而影响产品强度。
2. 聚丙烯 (PP)
- 速度行为: 与聚乙烯相比,聚丙烯具有更高的熔点和粘度,这意味着它需要更精确地控制旋转速度。
- 理想的速度调整: 需要降低旋转速度以确保 PP 熔化均匀且树脂流动均匀。这样可以确保树脂分布更均匀,从而形成更厚、更坚固的壁。
- 对产品的影响: PP 的耐化学性和耐用性使其成为暴露在恶劣环境中的产品的理想选择。适当的速度调节不仅可以确保强度,还可以保持柔韧性和抗冲击性。
3. 聚氯乙烯 (PVC)
- 速度行为: PVC 的流速比 PE 和 PP 低,且冷却速度更快,因此以更高的速度成型更具挑战性。
- 理想的速度调整: 为达到最佳效果,需要较低的速度以确保适当加热并防止过早冷却,这会导致成型不均匀。
- 对产品的影响: PVC 非常适合需要高强度和耐化学性的应用。正确调整速度有助于实现光滑的表面和耐用的产品。如果速度太快,结果可能是壁厚不一致或质地粗糙。
每种树脂的关键考虑因素:
- 力量与柔韧性: 速度调节有助于平衡强度和灵活性。速度越快,壁就越薄、越硬,而速度越慢,壁就越厚、越柔韧。
- 表面处理: 速度调整也会影响表面质量。速度过快可能会导致纹理粗糙或产生气泡,而速度过慢则有助于确保表面光滑均匀。
根据不同树脂调整速度
根据树脂类型调整旋转速度是实现模塑产品质量的关键。每种树脂类型的表现都不同,需要定制速度设置才能获得最佳效果。以下是旋转成型中常用树脂的速度调整指南。
1. 聚乙烯 (PE):理想速度和保持一致性的技巧
理想速度: 聚乙烯是一种常用的旋转成型树脂,以低粘度和易熔性而闻名。对于 PE,大约 5-10 RPM 的中等旋转速度效果最佳,具体取决于零件尺寸和模具设计。
保持一致性的提示:
- 以中等速度开始,确保树脂分布均匀。如有必要,请进行调整。
- 避免高速,因为高速会导致树脂流动不均匀和壁变薄,从而影响强度。
- 在整个循环过程中保持均匀的模具温度,以确保光滑的表面光洁度。
2. 聚丙烯 (PP):调整至更高的熔点
理想速度: 由于聚丙烯的熔点和粘度较高,因此需要较低的转速(通常在 3-5 RPM 之间)以确保均匀的树脂流动和热量分布。
调整:
- 较低的速度有助于确保彻底融化并形成更厚、更坚固的壁。
- 较低的速度可降低过早冷却的风险,从而避免成型不均匀。
- 较高的模具温度有助于控制成型过程中材料的缓慢流动。
3. PVC 和其他材料:各种树脂的速度调节
聚氯乙烯 (PVC): PVC 需要较低的旋转速度(通常为 2-4 RPM),因为它的冷却速度比 PE 或 PP 快。较低的速度可确保树脂保持熔融状态足够长的时间,以正确涂覆模具。
PVC 提示:
减慢旋转速度以避免快速冷却,这会导致表面不均匀或模具不完整。
确保模具温度足够高,以维持树脂的流动性和一致性。
测试和微调转速
实现理想的转速对于生产高质量的模制产品至关重要。通过测试微调速度可确保获得最佳效果,确保树脂正常流动并且模具均匀填充。以下是实现方法:
- 试运行: 针对每种树脂和部件尺寸测试不同的旋转速度,以了解它们的反应。这有助于确保壁厚均匀和表面光滑。
- 机器校准: 定期校准可确保机器以正确的速度设置运行,防止出现错误并确保每个周期都符合生产目标。
- 生产期间监控: 在生产过程中,密切关注树脂流动、温度和模具状况。进行任何必要的调整,以保持一致的质量并避免缺陷。
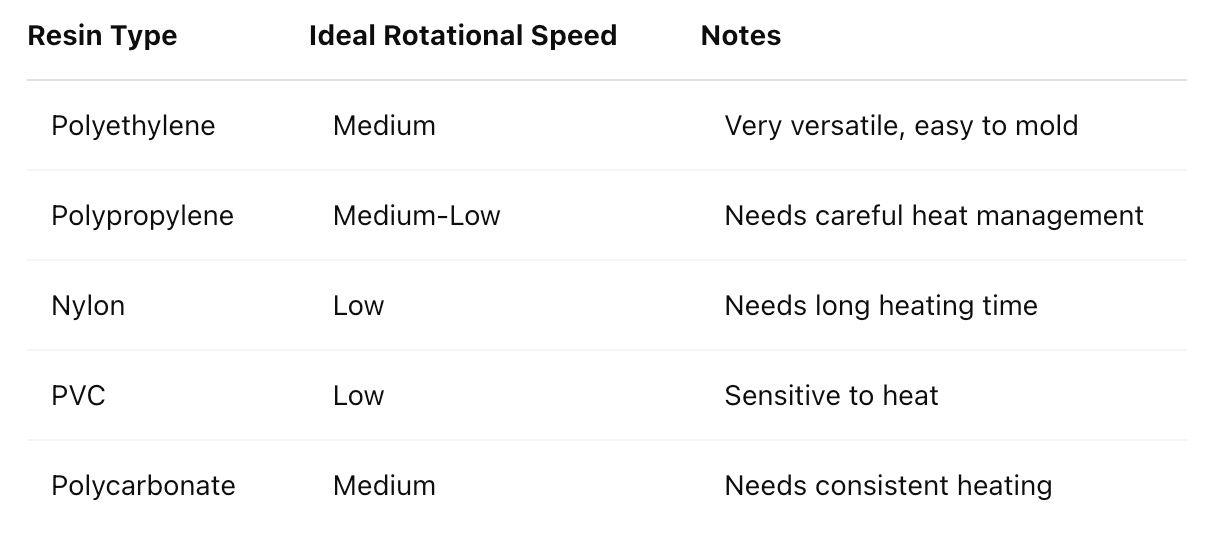
树脂行为和转速表
速度调整的常见问题
调整转速有时会导致影响最终产品的问题。以下是如何识别和解决最常见的问题:
- 过热: 加速过快会引起过热,从而导致树脂过早固化。
- 解决方案: 降低速度或留出更多时间进行冷却,以帮助树脂均匀分布。
- 壁厚不均匀: 速度不正确会导致壁厚不一致,影响产品强度。
- 解决方案: 测试不同的速度,以实现整个产品的均匀壁厚。
- 气泡和缺陷: 速度过快可能会因树脂分布不均匀而导致气泡或表面缺陷。
- 解决方案: 降低速度以确保适当的树脂流动,并检查模具温度以防止快速冷却。
调整速度的最佳实践
为了在成型过程中获得一致、高质量的结果,必须遵循以下最佳实践:
- 逐步调整: 对旋转速度进行微调,以避免超过最佳设置。
- 保持一致的温度和速度: 保持速度和温度稳定对于获得均匀的结果至关重要。避免生产过程中出现任何突然波动。
- 监控每个周期: 持续监控成型周期,确保速度保持稳定,树脂分布正确。这可最大程度地减少壁厚不均匀等问题。
- 保持机器处于最佳状态: 定期校准和维护您的成型机,以确保准确、高效的生产。
结论
调整不同树脂类型的旋转速度对于在旋转成型中实现一致、高质量的产品至关重要。通过了解 PE、PP 和 PVC 等树脂的独特行为,制造商可以微调其工艺以获得最佳强度、柔韧性和表面光洁度。定期测试、机器校准和监控是保持精度的关键。对于那些希望提高成型效率的人来说,本凡机 提供先进的解决方案来优化生产。